您好,欢迎访问深圳市北工实业有限公司官网!
走进北工实业
联系我们
全国免费服务热线
0755-84112701
首页
铸锻一体成型技术
铸造一体成型机-自研专利技术
铸锻一体成型优质产品
新型先进铝合金材料
新闻资讯
联系我们
首页
铸锻一体成型技术
铸造一体成型机-自研专利技术
铸锻一体成型优质产品
新型先进铝合金材料
新闻资讯
联系我们
以铝代钢 以铸代锻
市场分析
市场存在的五种主流铸、锻设备,挤压锻造机、锻造机、低压铸造机、差压铸造机、高压铸造机。每种设备都有各自的优缺点,那是否可以研发一款结合以上五种设备的优点,尽量规避短板,让设备的适用性更强、更广。
目前市场上主流铸、锻件设备存在的短板
挤压铸造机
设备成本高
模具分摊成本高
材料损耗高
成型压力大且不可调
锻造机
关键位置质量无法加压保障
生产效率低
后续工序多,加工余量大
模具分摊成本高
无法实现复杂产品结构
材料损耗高
低压铸造机
关键位置无法加压保障
生产效率低
后续工序多,加工余量大
无法实现复杂产品结构
材料损耗高,机械性能差
差压铸造机
关键位置无法加压保障
设备成本高
后续工序多,加工余量大
无法实现复杂产品结构
表面质量较差
挤压铸造机
内部质量粗糙,组织缺陷多
关键位置无法加压保障
材料损耗高
机械性能较低
解决方案
<
>
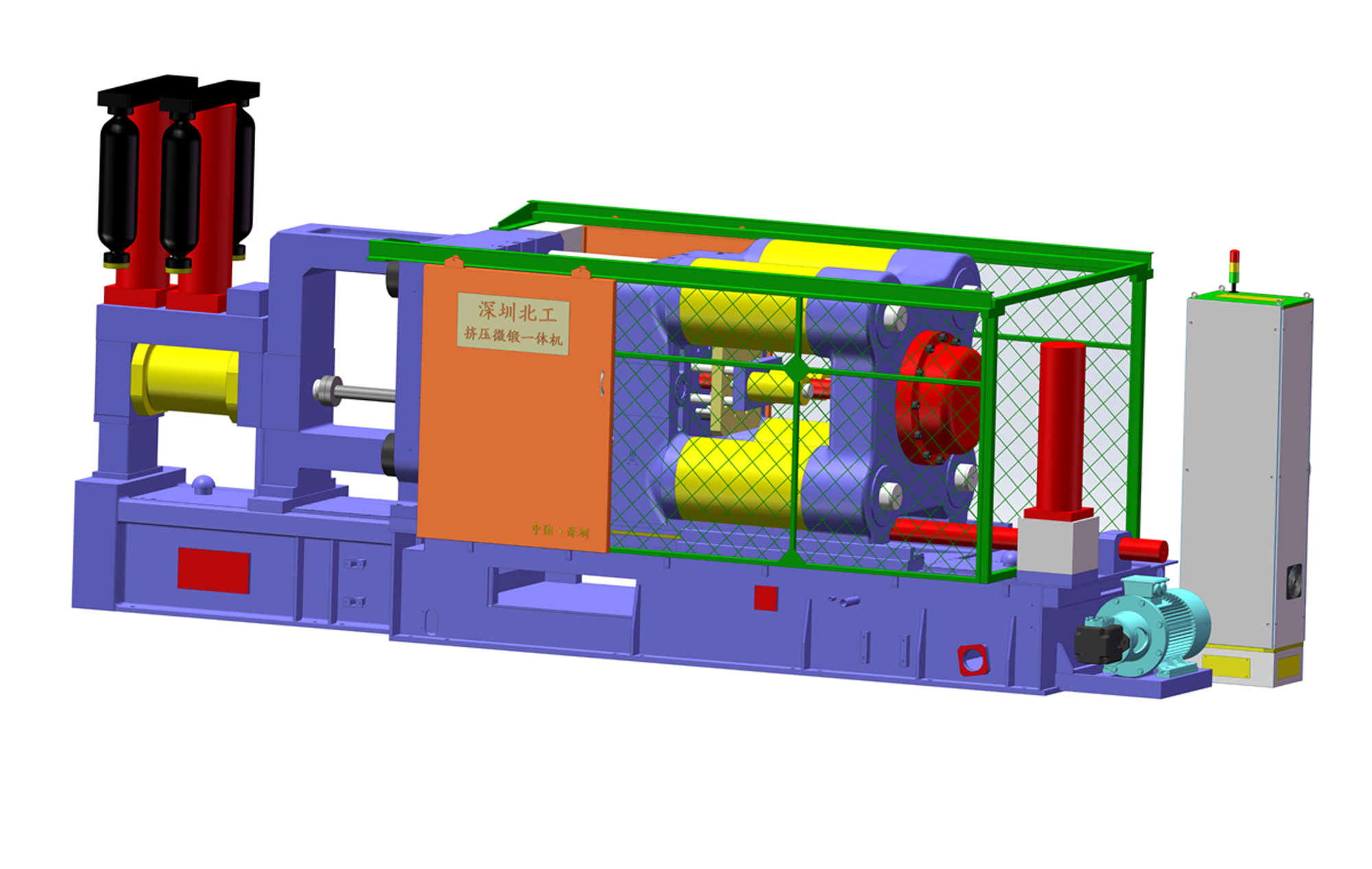
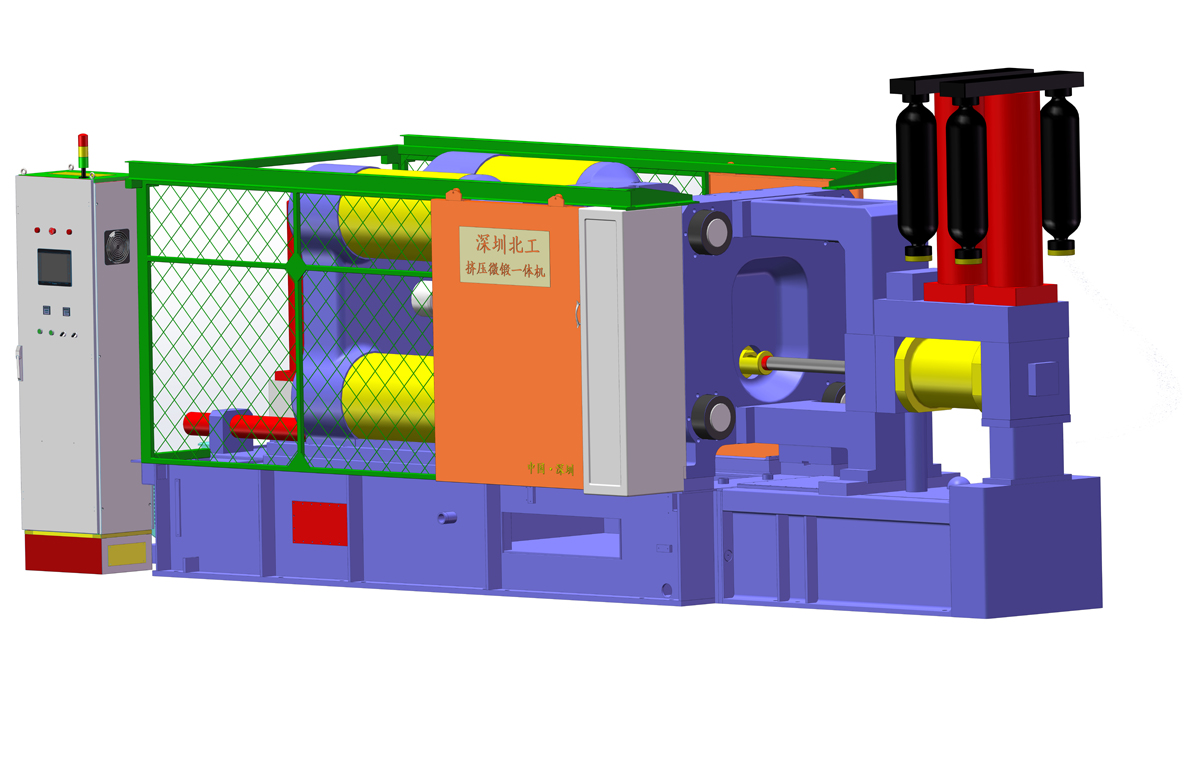
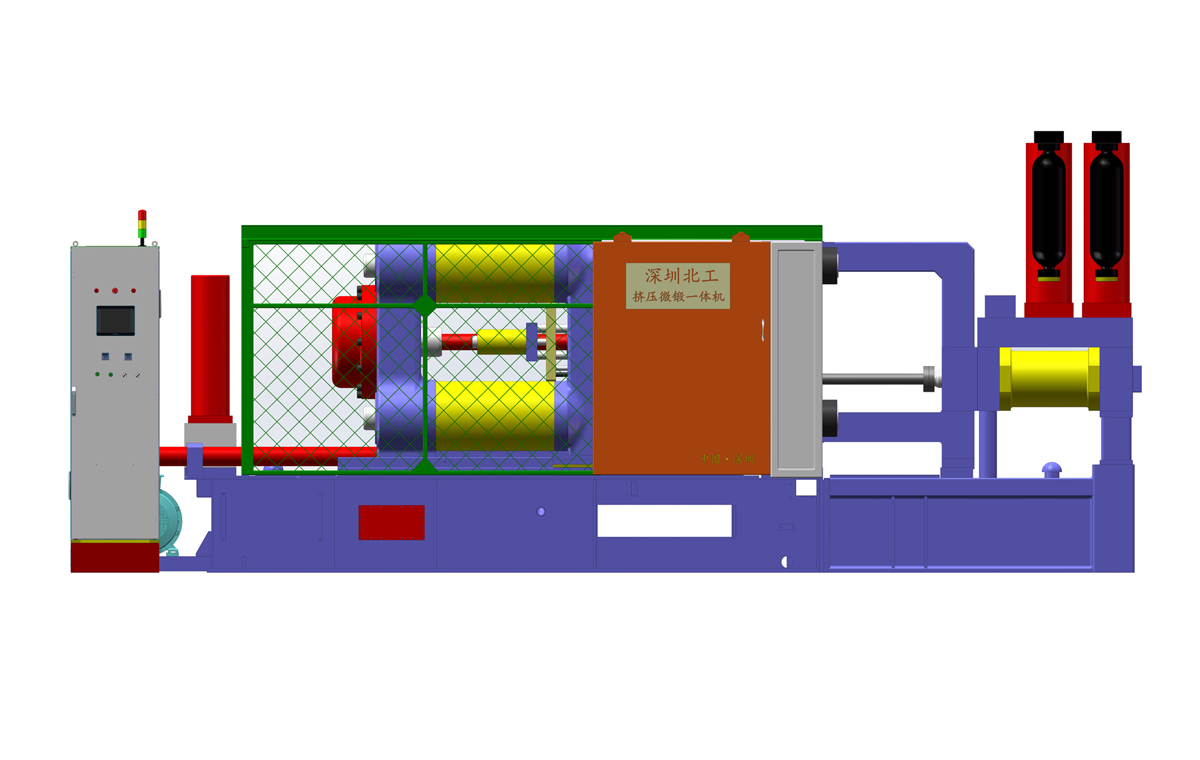
2017年10月17日第一代合金专用挤铸微锻一体成型设备研发成功,产品经检测力学性能及疲劳性能接近锻件。 2018年昊翔第二代合金专用挤铸微锻一体成型设备面世,搭载全智能自动化控制,配合北京工业大学研发的新型铒铝合金材料,为某军用汽车研发发动机机架、底盘链接件,已研制轻量化、以铝代钢试产样品,经国家级实验检测机构检测性能高于指标要求。
该工艺利用低速使铝合金和镁合金熔体平稳充填模具型腔,避免铝合金和镁合金熔体在高速流动过程中产生的卷气现象,还可以结合真空条件,进一步降低型腔的空气含量,成形结构复杂的铸件。
铸件在高压下凝固过程中,针对产品的结构特点在模具上设计锻造面,预留的微锻变形区间,根据铝合金及镁合金材料的凝固特点,选择合适的锻造温度区间,在合金材料处于半固态的状态下增加锻造力,最终得到铸件致密度接近锻件的水平。
铸件的表面质量与高压压铸相当,力学性能及疲劳性能接近锻件。铸件解决了行业的痛点,不可热处理,表面不可氧化处理,不可焊接,不可铸造变形铝合金。相比较挤压铸造,该工艺的合金选择范围广,不仅可以选择铸造铝合金、镁合金、变形铝合金,攻克了变形铝合金在铸造条件下的开裂等难题。
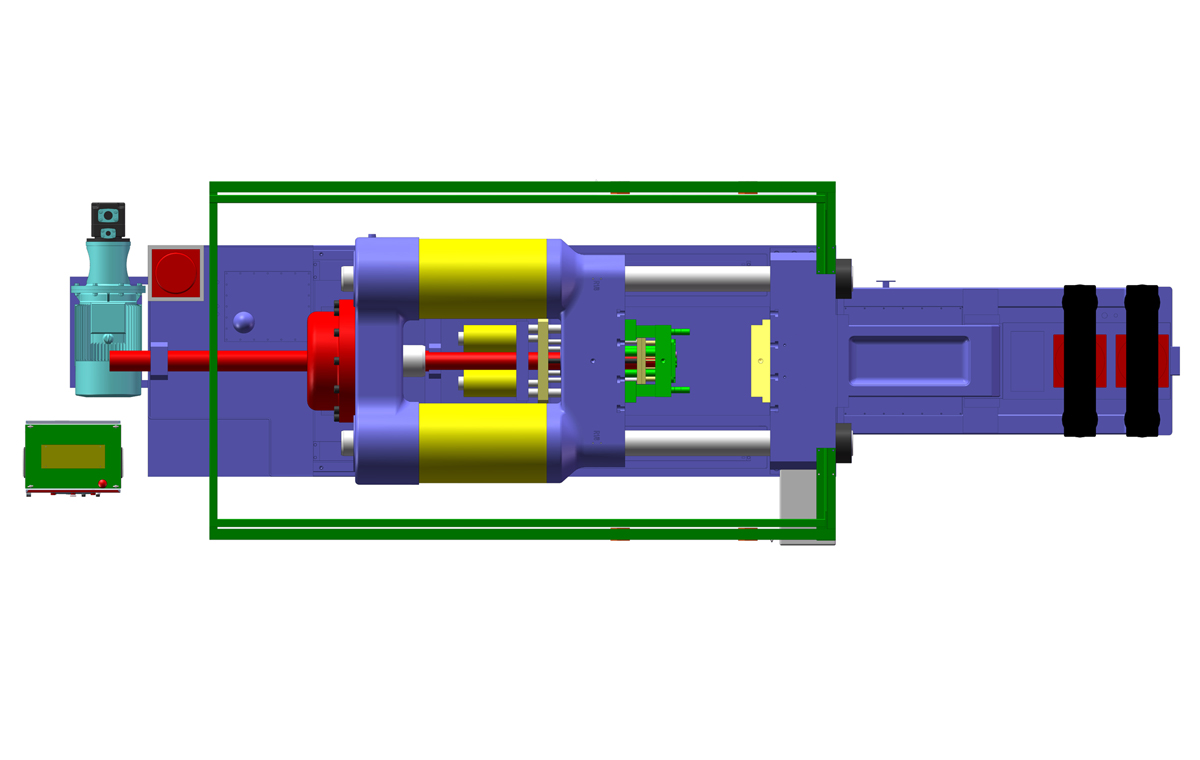
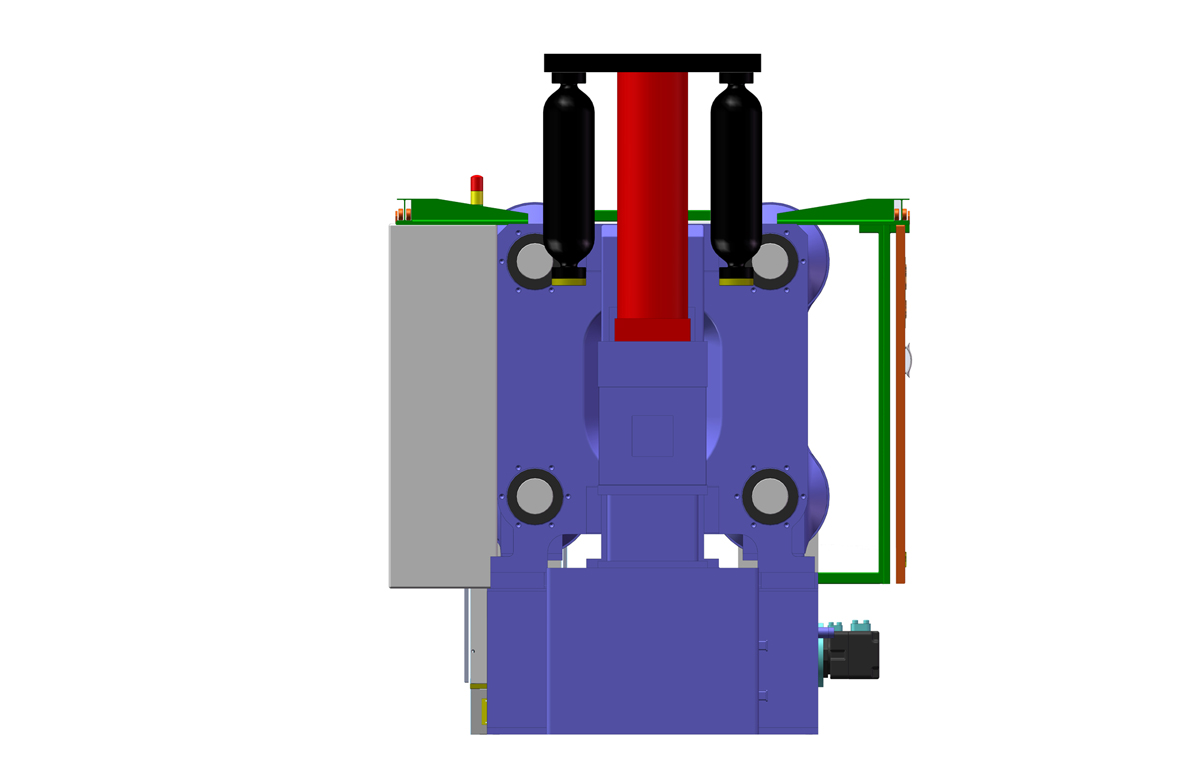
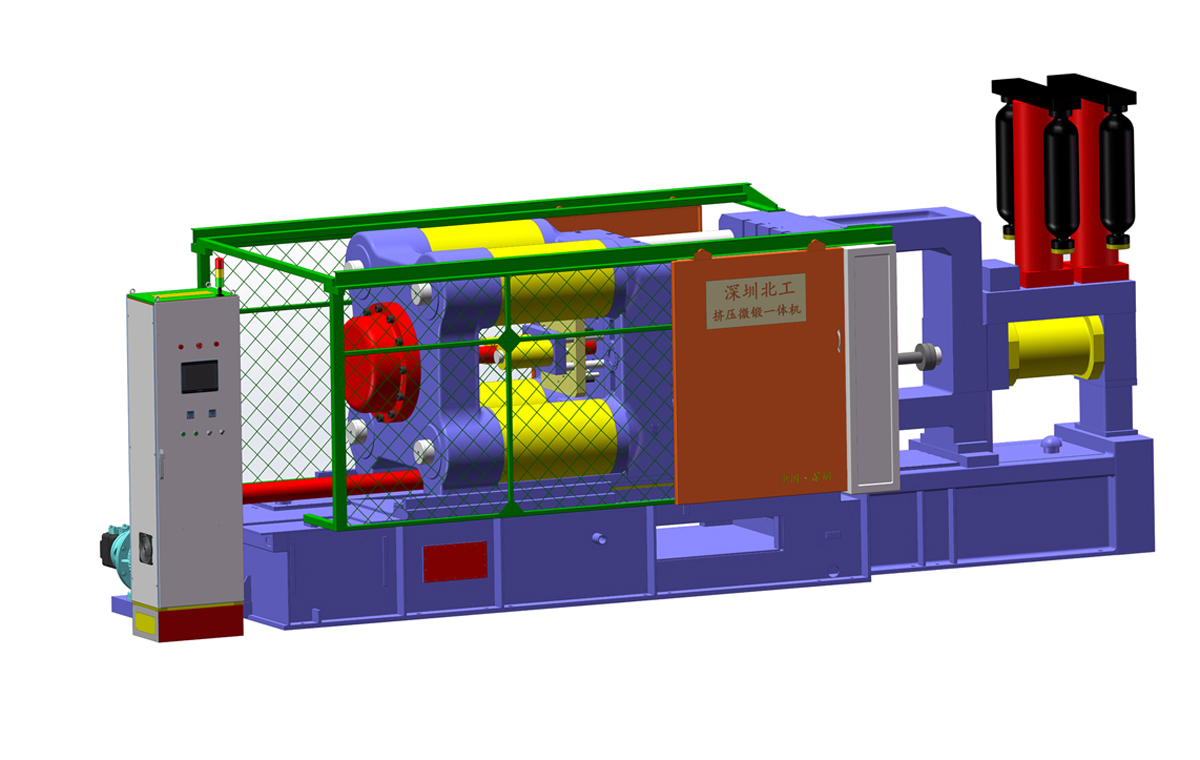
挤铸微锻一体机技术优势
成型压力可调
保压阶段半固态至固态
表面质量良好
内部质量晶粒细小,组织致密
关键位置可进行局部或整体多次增压
热处理可固溶
生产效率高
设备成本较低
成型精度近净成型,加工余量少
模具分摊成本低
可实现复杂产品结构
可实现铸造和变形铝合金成型
中等综合成本
机械性能高,达到锻造水平
材料损耗低